Platinen Fräsen mit Eagle und cncGraf
Kurze Anleitung zum Platinen Fräsen mit Eagle
Es gibt schon einige Anleitungen zu diesem Thema im Netz. Die meisten beschreiben nicht den kompletten Prozess, deshalb stelle ich hier kurz meine Variante vor. Ich benutze dafür nicht pcb-gcode, sondern das interne Plugin zum Fräskonturen erstellen. Als Frässoftware kommt cncGraf zum Einsatz. Dieser Schritt sollte aber mit allen geläufigen Programmen ähnlich funktionieren.
Der passende Untergrund
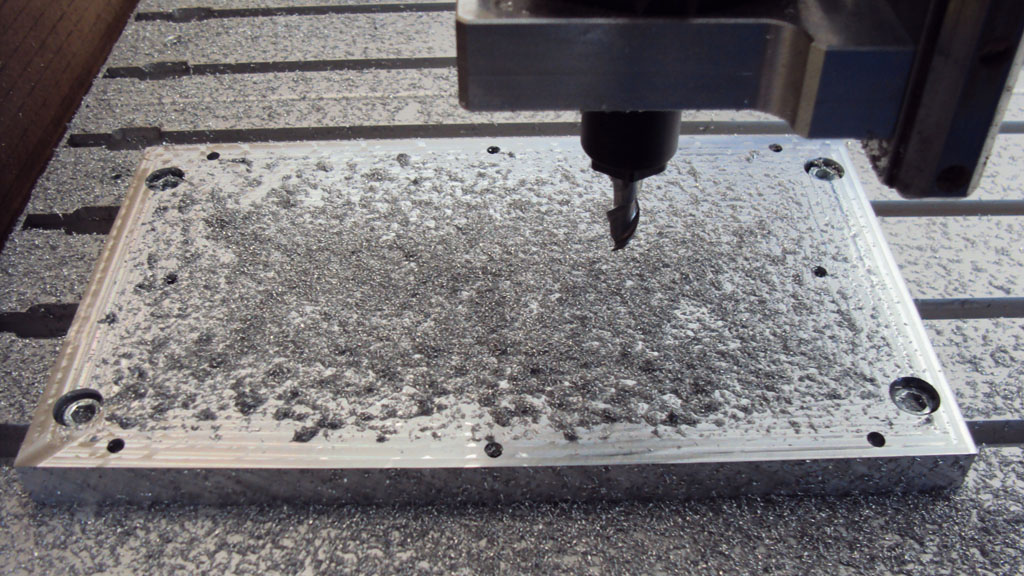
Ich verwende keinen Gravuranschlag, deshalb war der erste Schritt eine geeignete Unterlage zu schaffen. Dies ist unbedingt notwendig, weil ein Paar Zehntel Millimeter Höhenunterschied die Fräsbahn schon zu sehr beeinflussen. Hierfür habe ich eine 15mm Aluplatte erstellt die auf die T-Nutenplatte geschraubt werden kann. Für ein bestmögliches Ergebnis wird die Position markiert und dann die Platte plangefräst. So kann diese immer an der selben Stelle montiert werden und steht optimal zur Maschine.
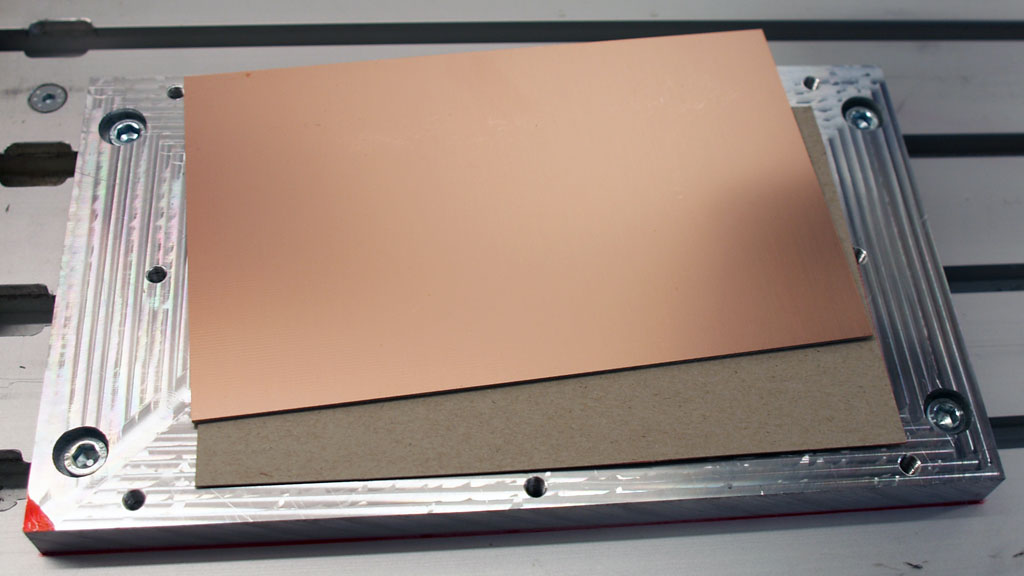
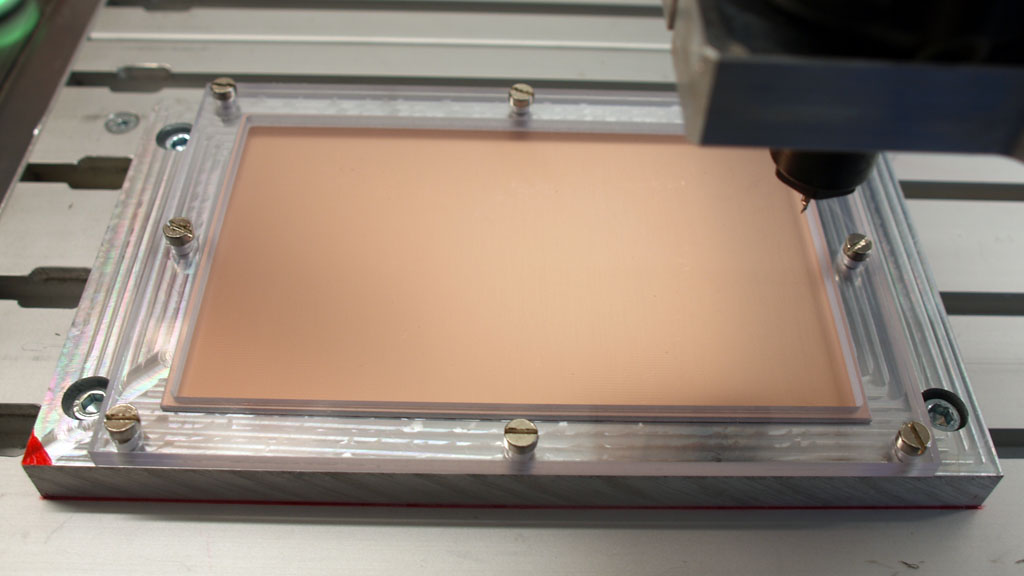
Für das Aufspannen der Platinen habe ich einen Halterahmen aus Plexiglas gefräst. Dieser umfasst die Platine mit einer Nut auf allen Seiten um 2mm. Darunter lege ich ein Stück Pappe von der Rückseite eines Schreibblocks. Diese sind ca. 0,5mm dick und reichen als Schutz vor dem Durchfräsen.
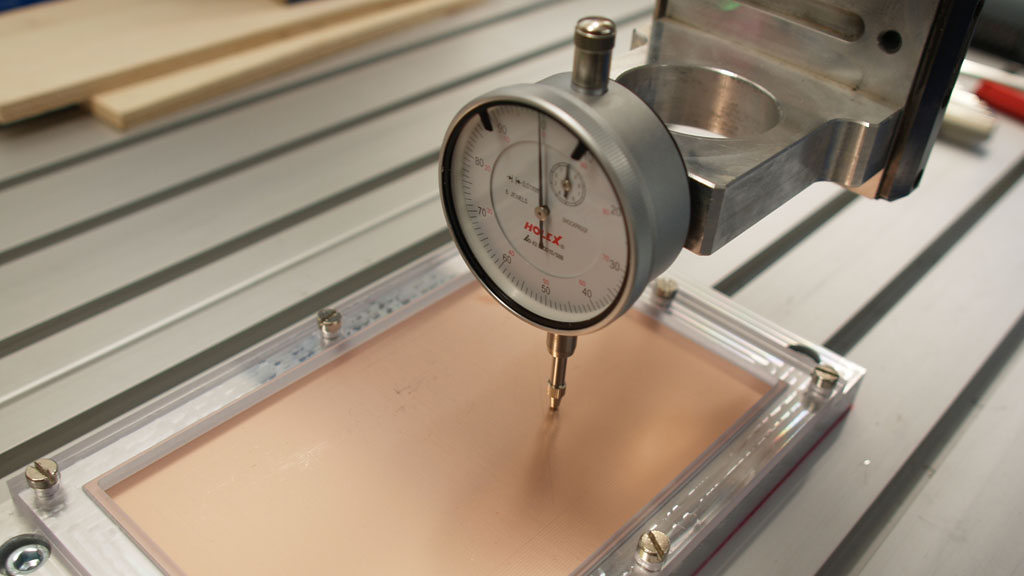
Ich musste feststellen, dass selbst das Festschrauben des Rahmens sehr kritisch ist und die Platine leicht verformen kann. Die Schrauben dürfen wirklich nur handfest angezogen werden, um das zu vermeiden. Wer eine Messuhr hat kann damit die Genauigkeit sehr optimieren, indem man diese über die Platine fahren lässt und alle Schrauben danach anzieht.
Erstellen der Fräsdateien
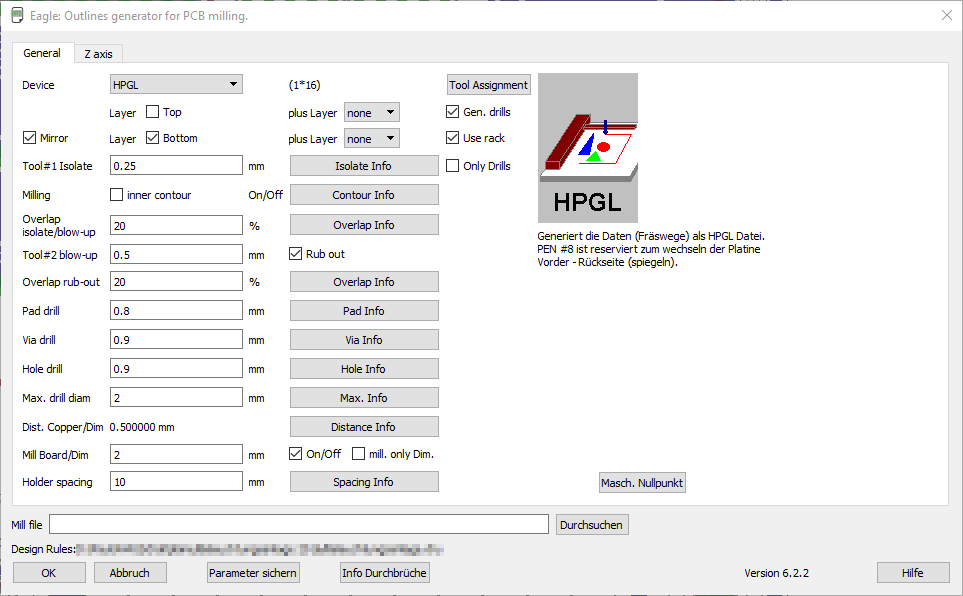
Um aus einem Platinenlayout eine HPGL Datei zu erzeugen bietet Eagle ein ULP (user language program) names „mill-outlines“. Dieses kann man starten indem man die ULP-Datei aufruft, ist aber auch im Menü Werkzeuge->Fräskonturen direkt abrufbar. Die einzelnen Parameter sind über die Info Buttons recht gut erklärt, meine kompletten Einstellungen sind auf dem entsprechenden Bild ersichtlich.
Erklärung der Parameter
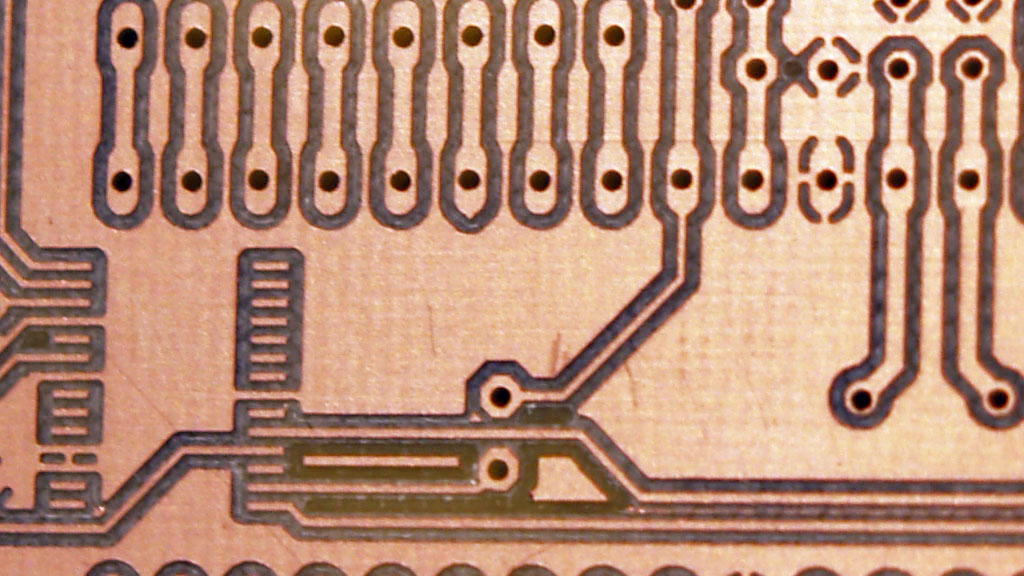
Ich verwende einen Isolationsfräser von vhf mit 90°. Bei einer Frästiefe von 0,1mm und einem Spitzendurchmesser von 0,05mm ergibt sich eine Fräsbreite von 0,25mm. Die Formel hierfür lautet:
Fräsbreite = Durchmesser Spitze + 2 * Gravurtiefe * tan(Spitzenwinkel / 2)
Mit der gezeigten Methode ließe sich die Frästiefe sogar noch deutlich verringern wenn sehr enge Bahnen gefräst werden müssen. Für meine Zwecke ist die breitere Isolierung eigentlich so in Ordnung.
Tool#1 Isolate – ist das Konturen-Tool, in diesem Fall also 0,25mm
Milling inner contour – habe ich gesetzt. Es werden alle Konturen sowohl um die Bahnen als auch an der Massefläche entlang gefräst. Damit verdoppelt sich die Isolationsbreite.
Overlap isolate/blow-up – Standardwert 20%
Tool#2 blow-up – hierfür verwende ich einen 0,5mm Rub out Fräser. Vergrößert die Isolationsfläche, bzw. Vorschritt von Rub out. Größere nicht mit GND verbundene Flächen werden hiermit nicht entfernt.
Mit dem Haken „Rub out“ werden freie Flächen komplett entfernt. Leider wird das Board hierbei im Raster abgefahren und nicht individuell die Flächen abgearbeitet. Das ist für mich der größte Schwachpunkt der Anwendung, weil es viele unnötige Wege zur Folge hat.
Overlap rub-out – Standardwert 20%
Die Bohrer brauchen wir nicht angeben, weil wir oben rechts den Haken „Use rack“ setzen. Die Bohrer werden damit automatisch ab Tool#10 in 0,1mm Schritten gesetzt. Diese Einstellung nicht zu verwenden ist nach meinem Empfinden gar nicht möglich, da sonst nur Pad und Via drills eingestellt werden können und andere Löcher gar nicht gebohrt werden.
Mill Board/Dim gibt den Fräser an mit dem das Board ausgeschnitten wird. Ich verwende hier einen 2mm Diamantverzahnten Fräser.
Am Ende sollte man auf jeden Fall den Button „Parameter sichern“ klicken, sonst sind beim nächsten Aufruf alle Einstellungen verschwunden. Zu Letzt kann noch der Pfad angegeben werden und mit einem Klick auf OK werden die Dateien erzeugt.
Weiterverarbeitung in cncGraf
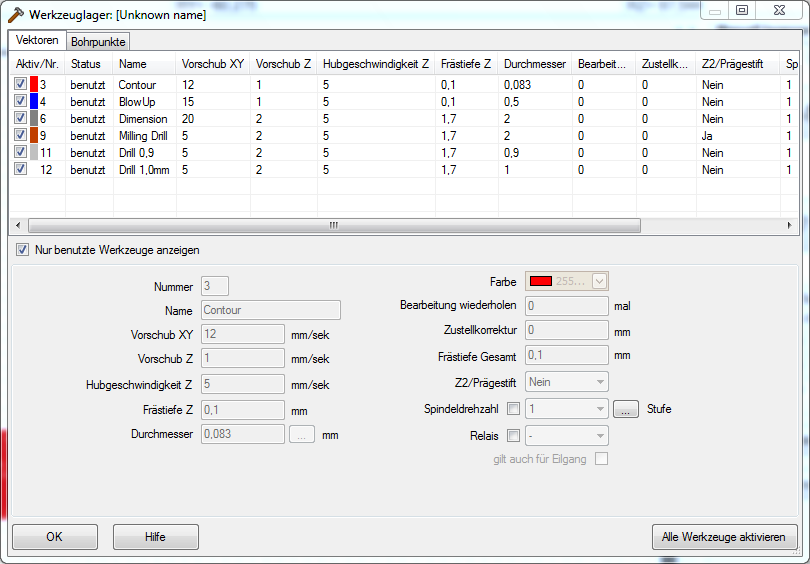
Die *.plt Datei kann in cncGraf geöffnet werden. Die Default Einheit beim Importieren ist 1/40. Die Datei enthält die Wege für jedes Werkzeug. Die Werkzeuge selbst müssen mit Geschwindigkeiten und allen anderen Parametern im Maschinenprogramm eingestellt werden.
Vor dem Fräsen sollte in jedem Fall noch eine Wegoptimierung durchgeführt werden. Die Abarbeitung ist sonst sehr willkürlich. Gebohrt wird bewusst nach dem Fräsen der Konturen, um ein Abheben der Platine und Unterbringen von Bohrspäne zu verhindern.
Die letzten Einstellungen werden beim Starten des Jobs abgefragt. Hier muss die Abarbeitungsreihenfolge angepasst werden. Countour, BlowUp, Bohren und zum Schluss die Dimension. Ohne automatische Werkzeuglängenmessung muss jedes Werkzeug einzeln ausgewählt und gefräst werden. Wenn alle Werkzeuge aktiviert sind auf keinen Fall den Haken „Werkzeuge wechseln“ vergessen, sonst wird alles mit einem Tool abgearbeitet. Ebenso wichtig ist es die Flughöhe zu setzen, weil sonst die Z-Achse mit voller Geschwindigkeit abgesenkt wird. Flughöhe „F‘ ist dabei der Abstand zwischen Werkstück und Fräser und Stecke ‚L‘ die Höhe ab der die eingestellte Verfahrgeschwindigkeit für die Z-Achse angewendet wird. ‚L‘ muss also in jedem Fall kleiner/gleich ‚F‘ sein.
Wenn alle Einstellung nochmal überprüft wurden kann das Fräsen beginnen.